
Shot peening nedir?
Shotpeening nedir?
Bilyeli Dövme nedir?
Kummetal, shotpeening (bilyeli dövme) hizmetini müşterilerine sunarken, sektördeki öncü konumunu sürdürme vizyonunu benimsemektedir. Shotpeening işlemlerinde uzmanlaşmış, deneyimli ve eğitimli bir ekibe sahibiz, bu da müşterilere yüksek kalitede hizmet sunmamıza olanak tanımaktadır. Profesyonel kadromuz, gerekli bilgi birikimine ve uzmanlığa sahip olarak müşteri memnuniyetini en üst düzeyde tutmayı amaçlamaktadır.
Bilyeli dövme nedir?
Teknolojik gelişmeleri yakından takip eden ekibimiz, sürekli eğitimlerle bilgi birikimini güncel tutmaktadır. Bu sayede, müşterilere her zaman en güncel ve modern shot peening (bilyeli dövme) çözümlerini sunma kapasitesini artırmaktayız. Müşteri memnuniyetini ön planda tutarak, müşteri beklentilerini karşılamak ve aşmak adına sürekli çaba göstermekteyiz.
Shotpeening işlemlerinde kullanılan ekipmanlarımız, sektördeki en son teknolojiye uygun olarak seçilmiş ve düzenli bakım ve kalibrasyon işlemlerine tabi tutulmaktadır. Bu sayede güvenilirlik ve tutarlılık konusundaki yüksek standartlarımızı sürdürerek müşterilere kesintisiz bir hizmet sunmaktayız.
Müşteri odaklı bir yaklaşımla, shotpeening işlemlerimizi müşterilerimizin ihtiyaçlarına ve projelerine özel olarak özelleştirmekteyiz. Her bir iş parçasının özelliklerini değerlendirerek, malzeme özellikleri ve uygulama gereksinimleri doğrultusunda en uygun shotpeening parametrelerini belirliyoruz. Bu sayede müşterilere yüksek kaliteli ve performansı yüksek ürünler sunma imkanı sağlıyoruz.
Kalite kontrol süreçlerimiz, shotpeening işlemlerinin veya shotpeening hizmeti, her aşamasını titizlikle yöneterek iş parçalarının tam anlamıyla işleme tabi tutulduğunu doğrular. Görsel muayene, ölçüm ve testlerle kalite standartlarına uygunluğu sağlayarak müşterilere güvenilir sonuçlar sunarız. Ayrıca, iş parçalarının shotpeening işlemlerinin tamamlandığını belgeleyen raporlarla şeffaf bir iletişim sağlarız.
Fason shotpeening hizmetimizle, müşterilere dayanıklılığı ve yorgunluk direncini artıran ürünler sunmaya odaklanırız. Müşteri memnuniyetini ön planda tutarak, ihtiyaçları ve projeleri anlamak için müşterilerle sürekli bir işbirliği içinde oluruz. Kummetal olarak, sektördeki en iyi uygulamalara sahip bir partner olarak müşterilerin beklentilerini aşmayı ve sürdürülebilir başarılar elde etmeyi hedeflemekteyiz.
Shot peening ve ya gerilim giderme için farklı açıklamalar yapabiliriz ama burada daha yaygın ve genel olarak, sanayide anlaşılacak gibi anlatmaya çalışmışız.
Darbe vurma işlemi, basınçlı ve kalıcı bir basınç tabakası oluşturmak ve çeşitli metallerin mekanik özelliklerini değiştirmek için kullanılan, kontrollü bir prosestir. Bilyeli dövme veya püskürme işlemi sırasında, malzeme yüzeyi, ‘vuruşlar’, bombardımanı sonucunda şekillendirilir. Bu “atışlar” metalik bilyeler veya cam-seramik kürecikler ile yapılır. Atış-darbe kuvveti yeni şekiller oluşturmak için yeterlidir. Her atış-darbe mini bir çekiç gibi davranır. Çünkü malzemenin dislokasyon boşluklarını doldurarak, gerilimin giderilmesini sağlamaktadır. Bu nedenle, malzeme Yüzeyine bölgesel enerji uygulayarak, gerilmiş alaşım bileşenlerinde çatlakların oluşmasını önleyebiliriz. Shot peening işlemi çelik bilye, kesme tel, Seramik Bilye ve ya camküre lerle direk parçanın yüzeyine atış ve ya püskürme ile yapılmaktadır. Bu işlem sırasında parça yüzeyinde sıkışmış gerilim, uygulanan ilave darbe vuruşu ile, kontrol altına alınmaya çalışılır. Eğer yüzey geriliminin giderilmesinin en ekonomik ve pratik yöntemini arıyorsanız, atışla-darbe vurma (bilye püskürtme) en iyi üretim yöntemidir.
Shot peening veya bilyeli dövme, parçaların yorulma dayanımı değerlerinin arttırılması için prosesin her aşaması control edilmiş bir bilyeli dövme işlemidir. Bir cisme kuvvet uygulandığında veya her hangi bir şekillendirme işlemine tabi tutulduğunda cisimde gerilim oluşur. Gerilim miktarı uygulanan kuvvete bağlıdır, bu gerilimi ölçmek nesnenin uygulanan kuvvete karşı tepkisini ölçmektir.
Oluşan gerilim kuvvetin niteliğine göre olumlu ya da olumsuz olabilir. Bir parçada oluşan gerilim
genellikle pozitif veya çekmedir. Oluşan gerilim negatif ise genellikle sıkıştırıcı olur. Çekme gerilimi genellikle kötü kabul edilir, bir basma gerilimi genellikle faydalı kabul edilir. Bir yüzeyde küçük bir çatlak hayal edin oluşmuştur, Eğer etraftaki gerilim çekme kuvvetine sahip olsa, çatlak gerilim tarafından çoğalarak derinleşir. Öte yandan, eğer gerilim sıkıştırıcı ise, o zaman çatlak birbirine doğru itilir ve daha fazla büyümez.
Yüzey Üstü ve Yüzey Altı Artık Gerilmeler
- Yorulma çatlakları genellikle yapının yüzeyinde başlamaktadır. Bu nedenle yüzeydeki artık gerilme, çatlağın başlaması ve yayılması potansiyelinin belirlenebilmesi için önemlidir. Yüzey altındaki çatlaklar genellikle yüzeyin altında bulunan kusurlardan veya farklı malzeme katkılarından dolayı ortaya çıkmaktadır.
- Yüzeydeki gerilmeler, yüzey altındaki çatlak yayılımını da oldukça fazla etkilemektedir.
- Bilya ile yüzey sertleştirme-grilim giderme (shot peening), işleme veya diğer yüzey modifikasyon işlemlerinin etkilerini tam olarak karakterize etmek için yüzey ve yüzey altı gerilme gradyanları gerekmektedir.
- Parça işleme ve diğer yüzey modifikasyonlarının yeterince kontrol edildiği özel durumlarda, yüzeydeki kalıntı gerilme, işlem kalitesinin bir göstergesi olarak kullanılabilmektedir.
Yorulma çatlakları genellikle yapının yüzeyinde başlamaktadır. Bu nedenle yüzeydeki artık gerilme, çatlağın başlaması ve yayılması potansiyelinin belirlenebilmesi için önemlidir. Yüzey altındaki çatlaklar genellikle yüzeyin altında bulunan kusurlardan veya farklı malzeme katkılarından dolayı ortaya çıkmaktadır.
Yüzeydeki gerilmeler, yüzey altındaki çatlak yayılımını da oldukça fazla etkilemektedir.
Bilya ile yüzey sertleştirme (shot peening), işleme veya diğer yüzey modifikasyon işlemlerinin etkilerini tam olarak karakterize etmek için yüzey ve yüzey altı gerilme gradyanları gerekmektedir.
Parça işleme ve diğer yüzey modifikasyonlarının yeterince kontrol edildiği özel durumlarda, yüzeydeki kalıntı gerilme, işlem kalitesinin bir göstergesi olarak kullanılabilmektedir. Bilye püskürtme çatlak yüzeyde basma gerilimine neden olarak, Çatlakların büyümesini engelleyerek yavaşlatır ve böylece Kritik parçaların yorulma ömrünü ve aşınma direncini iyileştirir.
Farklı yöntemlerle üretilen parçaların yüzeyinde basma gerilimi, çekme gerilimi veya yorulma gerilimleri mevcuttur. Özellikle soğuk şekillendirme yöntemlerinde bu gerilimler kalıcı olarak parçada bulunur. Genellikle Farklı malzemeler için, kullandığımız farklı aşındırıcılarla parçaların yüzeyine darbe vurarak, sıcaklığa sokmadan dislokasyonları istediğimiz yönde değiştire biliriz.
https://shotpeening-gerilimgiderme.blogspot.com/
Re max: maksimum basma artık gerilimi
Re0: Yüzeydeki artık basma gerilimi
S1: basma artık gerilimin derinliği
S2: maksimum noktada basma artık geriliminin derinliği
Bu işin sonucu olarak parçaların kritik noktalarında yorulma dayanımını artırmak amaçlı Shotpeening işlemi yapılır. Genellikle yoğun olan malzemelerin bu işlem sonrası, yüzeyinde yoğunluk değişmeden, daha ziyade basma gerilme tabakasının oluşmuş olması, yorulma dayanımını arttırmaktadır.
Yaygın malzemelerin kırılma gerilimi büyük ölçüde değişir. Örneğin, çelik, tipik olarak 250 megapaskal (MPa) civarında yüksek bir kırılma gerilimine sahiptir; alüminyum ise yaklaşık 70 MPa civarında daha düşük bir kırılma gerilimine sahiptir. Ahşap gibi daha yumuşak malzemelerin kopma gerilimleri 30 ila 80 MPa arasında değişirken, cam gibi kırılgan malzemeler daha düşük gerilimlerde20-40 MPa civarında kırılırlar Bu değerler yaklaşık değerlerdir ve sıcaklık, malzeme kalitesi gibi faktörlere bağlı olarak değişiklik gösterebilir.
Aşağıdaki tablo malzemelerin listesini ve bunların kırılma gerilimi limitlerini göstermektedir:
| Malzeme | Kırılma geriliminin değeri (MPa) |
| Yumuşak Çelik | 250 – 500 |
| Çelik (yüksek mukavemetli alaşım) | 700 – 1100 |
| Alüminyum (saf) | Tem.70 |
| Alüminyum Alaşımı | 200 – 600 |
| Bakır | 200 – 600 |
| Pirinç | 200 – 500 |
| Pik döküm | 100 – 370 |
| Titaniyum | 350 – 550 |
| Beton | 2 – 5 |
| Cam | 20 – 100 |
| Ahşap (büyük ölçüde değişir) | 40 – 80 |
| Lastik | 10-60 |
farklı malzemelerde kırılma gerilimlerin değerleri
Shot peening işleminde genel faktörlere dikkat edilmezse bu işlemin yüzey temizlikten başka farkı olamaz. Faktörleri sıralamak ister isek birincisi vuruş açısıdır.
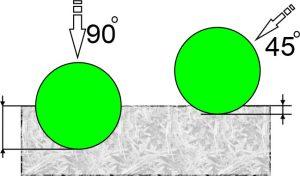
shotpeening, shot peening, bilyeli dövme
2- Dövme veya püskürme mesafesi:
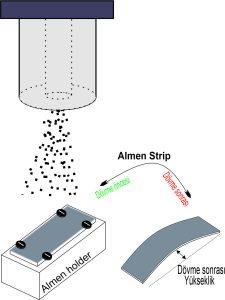
shotpeening, shot peening, bilyeli dövme
3- 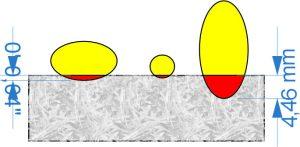
Bilye şekli, Shot peening işleminde Bilyelerin şekli ve boyutunun aynı kalması işlemin en önemli bölümlerindendir.
4- 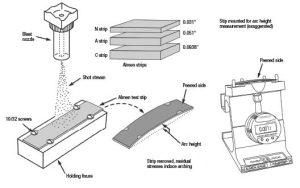
Vuruş mesafesi
Kummetal firması Türkiyede Shot peening (Bilyeli Dövme) hizmeti vermektedir. En başta havacılık olarak, savunma sanayi, otomotiv ve yay üretimi yapan firmalara shotpeening hizmeti vermektedir. Altta çalıştığımız bazi firmalar mevcuttur.



TAAC HAVACILIK ALTINAY MENATEK



TUSAŞ VALFSAN TURASAŞ



KALE HAVACILIK ÇİMTAŞ GİRGİNER



AKCAN DİŞLİ BAYKAR GÖLTAŞ